
હાઇ-સ્પીડ એનર્જી-સેવિંગ MPP પાઇપ એક્સટ્રુઝન લાઇન

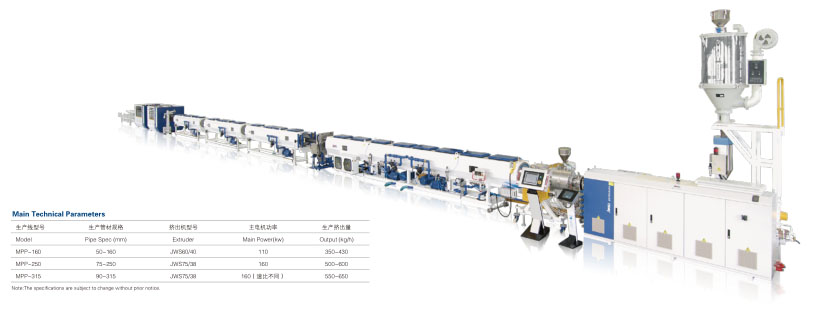
મુખ્ય ટેકનિકલ પરિમાણ
કામગીરી અને ફાયદા
1. MPP સ્પેશિયલ 38D સ્ક્રુ અને સ્ક્રુ ગ્રુવ ફીડિંગ સેક્શન, હીટ પ્રિઝર્વેશન કોટન હીટિંગ રિંગ, ઓગળતી વખતે ઓછી ઉર્જા વપરાશ અને પ્લાસ્ટિસાઇઝિંગ અસર, અને ઓછા અવાજની કામગીરી અને કાર્યક્ષમ આઉટપુટની ખાતરી કરવા માટે ઉચ્ચ ટોર્ક રીડ્યુસર.
2. ઉત્પાદનની ગુણવત્તા સુનિશ્ચિત કરવા અને ઠંડકની લંબાઈ ઘટાડવા માટે એક્સટ્રુઝન મોલ્ડ ખાસ ફ્લો ચેનલ સાથે ડિઝાઇન કરવામાં આવ્યું છે અને તેમાં એર ડક્ટ અને ડબલ વોટર રિંગ સાઈઝિંગ સ્લીવ ઉમેરવામાં આવ્યું છે.
3. 304 વેક્યુમ કૂલિંગ ટાંકી ફ્રીક્વન્સી કન્વર્ઝન, સંકલિત પાણી પુરવઠા અને ડ્રેનેજ સિસ્ટમ, ઊર્જા બચત અને અવાજ ઘટાડા દ્વારા નિયંત્રિત.
4. સર્વો સંચાલિત મલ્ટી ટ્રેક ટ્રેક્ટર મોટી ગતિ નિયમન શ્રેણી સાથે વિવિધ પાઇપ વ્યાસને અનુકૂલિત થઈ શકે છે.
5. હાઇ સ્પીડ સેલ્ફ સેન્ટરિંગ ચિપ ફ્રી કટીંગ મશીન, અનુકૂળ અને ઝડપી કામગીરી.
6. ચોક્કસ મીટર વજન નિયંત્રણ પ્રણાલી કામદારોની ક્ષમતા અને ગુણવત્તા પર ઉત્પાદન લાઇનની જરૂરિયાતો ઘટાડે છે, ઊર્જા અને કાર્યક્ષમતા બચાવે છે.
ફાયદા
1. MPP પાઈપોમાં ઉત્તમ વિદ્યુત ઇન્સ્યુલેશન હોય છે.
2. MPP પાઈપોમાં ગરમીનું વિકૃતિકરણ તાપમાન ઊંચું હોય છે અને તાપમાનની અસર ઓછી હોય છે.
3. MPP પાઇપનું તાણ અને સંકુચિત પ્રદર્શન HDPE કરતા વધારે છે.
4. MPP પાઈપો હળવા, સરળ, ઓછા ઘર્ષણ પ્રતિકારક હોય છે, અને તેને બટ વેલ્ડિંગ દ્વારા વેલ્ડ કરી શકાય છે.
5. MPP પાઇપનું લાંબા ગાળાનું ઉપયોગ તાપમાન 5~70℃ છે.
ઉપયોગ
૧. મ્યુનિસિપલ એન્જિનિયરિંગ.
2. ટેલિકોમ એન્જિનિયરિંગ.
૩. પાવર એન્જિનિયરિંગ.
૪. ગેસ એન્જિનિયરિંગ.
૫. પાણી પુરવઠા પ્રણાલી.
૬. હીટિંગ અને અન્ય પાઇપલાઇન એન્જિનિયરિંગ.
શ્રેષ્ઠતા
1. MPP ઇલેક્ટ્રિક પાવર પાઇપમાં ઉત્તમ ઇલેક્ટ્રિકલ ઇન્સ્યુલેશન હોય છે.
2. MPP ઇલેક્ટ્રિક પાવર પાઇપમાં ઉચ્ચ થર્મલ વિકૃતિ તાપમાન અને નીચા તાપમાનની અસર કામગીરી હોય છે.
3. MPP પાવર પાઇપના તાણ અને સંકુચિત ગુણધર્મો HDPE કરતા વધારે છે.
4. MPP ઇલેક્ટ્રિક પાવર પાઇપ હલકો અને સુંવાળો છે, જેમાં ઘર્ષણ બળ ઓછું છે, અને ગરમ પીગળીને બટ વેલ્ડિંગ કરી શકાય છે.
5. MPP પાવર પાઇપનું લાંબા ગાળાનું ઉપયોગ તાપમાન – 5 ~ 70 ℃ છે.
બાંધકામ માટેની સૂચનાઓ
1. MPP ઇલેક્ટ્રિક પાવર પાઇપના પરિવહન અને બાંધકામ દરમિયાન, તેને ફેંકવા, અથડાવા, કોતરવા અને ખુલ્લા પાડવાની સખત પ્રતિબંધ છે.
2. જ્યારે MPP પાઇપને બટ વેલ્ડ કરવામાં આવે છે, ત્યારે બે પાઇપની ધરી સંરેખિત હોવી જોઈએ અને છેડાનો ચહેરો ઊભી અને સપાટ કાપવો જોઈએ.
૩. MPP પાઇપનું પ્રોસેસિંગ તાપમાન, સમય, દબાણ હવામાન પરિસ્થિતિઓ અનુસાર ગોઠવવામાં આવશે.
4. MPP ઇલેક્ટ્રિક પાવર પાઇપનો લઘુત્તમ બેન્ડિંગ ત્રિજ્યા ≥ 75 પાઇપ બાહ્ય વ્યાસ હોવો જોઈએ.





